(Read coverage of this project, “City of Fernandina Beach Re-Opens Runway 4-22 Ahead of Schedule and Below Budget,” on the Fernandina Observer’s website!)
The newest revision of the Advisory Circle (AC) 150/5370-10H “Standard Specifications for Construction of Airports” was released in December 2018. Duval Asphalt Products, Inc. and Asphalt Testing Solutions & Engineering, LLC (ATS) completed a runway rehabilitation project at Fernandina Municipal Airport where these new revisions were implemented.
Updates to the FAA asphalt specifications include:
• Required Asphalt Pavement Analyzer (APA) testing with a Hamburg Wheel Tracking (HWT) testing option for asphalt mixtures
To begin the project ATS developed the mix design to meet the requirements in Table 1.
Table 1. Asphalt Mixture Design Criteria
| Test Property | Value | Test Method |
| Number of blows or gyrations | 75 | ASTM D6925 |
| Air Voids (%) | 3.5 | ASTM D3203 |
| Percent voids in mineral aggregate (VMA), minimum | Based on gradation (14.0 – 16.0) | ASTM D6995 |
| Tensile Strength Ratio (TSR)1 | Not less than 80 at a saturation of 70%-80% | ASTM D4867 |
| Asphalt Pavement Analyzer (APA)2,3 | Less than 10mm @ 4000 passes | AASHTO T340 at 250psi hose pressure at 64oC test temperature |
2 AASHTO T 340 at 100psi hose pressure at 64oC test temperature may be used in the interim. If this method is used the required value shall be less than 5mm @ 8000 passes
3 Where Asphalt Pavement Analyzer (APA) not available, use Hamburg Wheel Tracking test (AASHTO T-324) 10mm @ 20,000 passes at 50oC
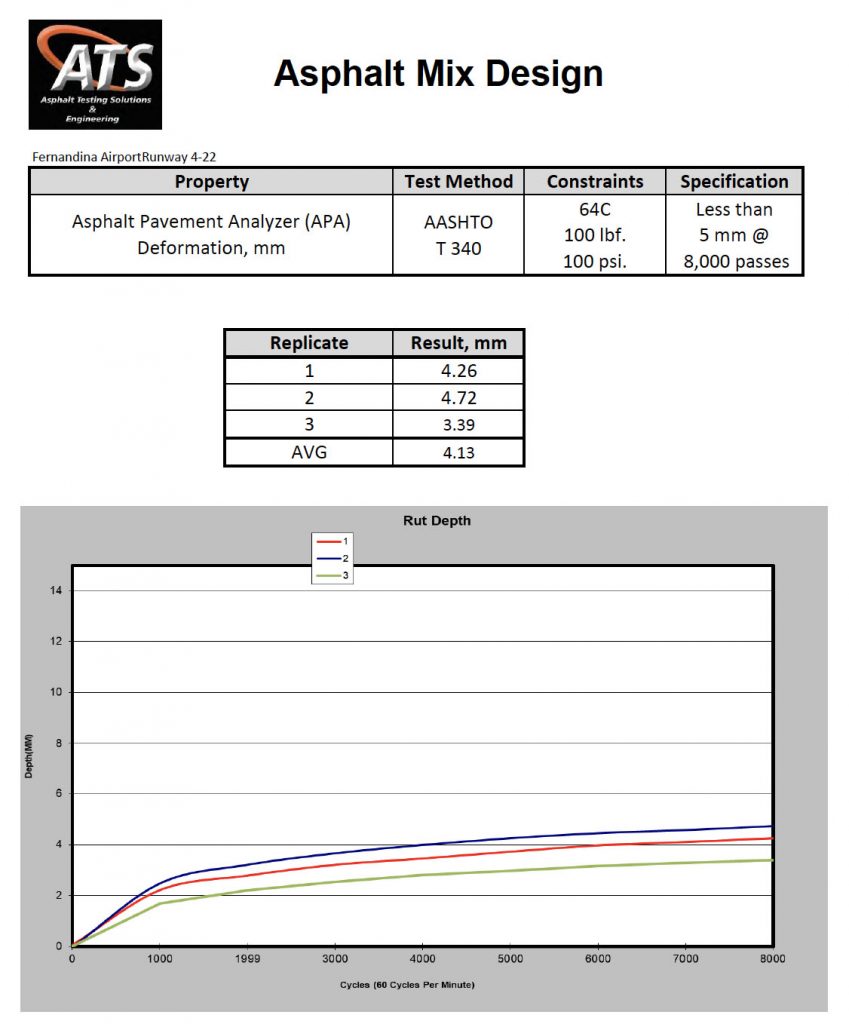
Once the design was created, the team fabricated samples for TSR and APA testing. The TSR samples were tested according to ASTM D4867, and the APA samples were tested according to AASHTO T 340.
With the passing results (Figure 1 & Figure 2), the mix was approved for production at Duval Asphalt’s Jacksonville plant.
Figure 1. TSR Testing Data ASTM D4867
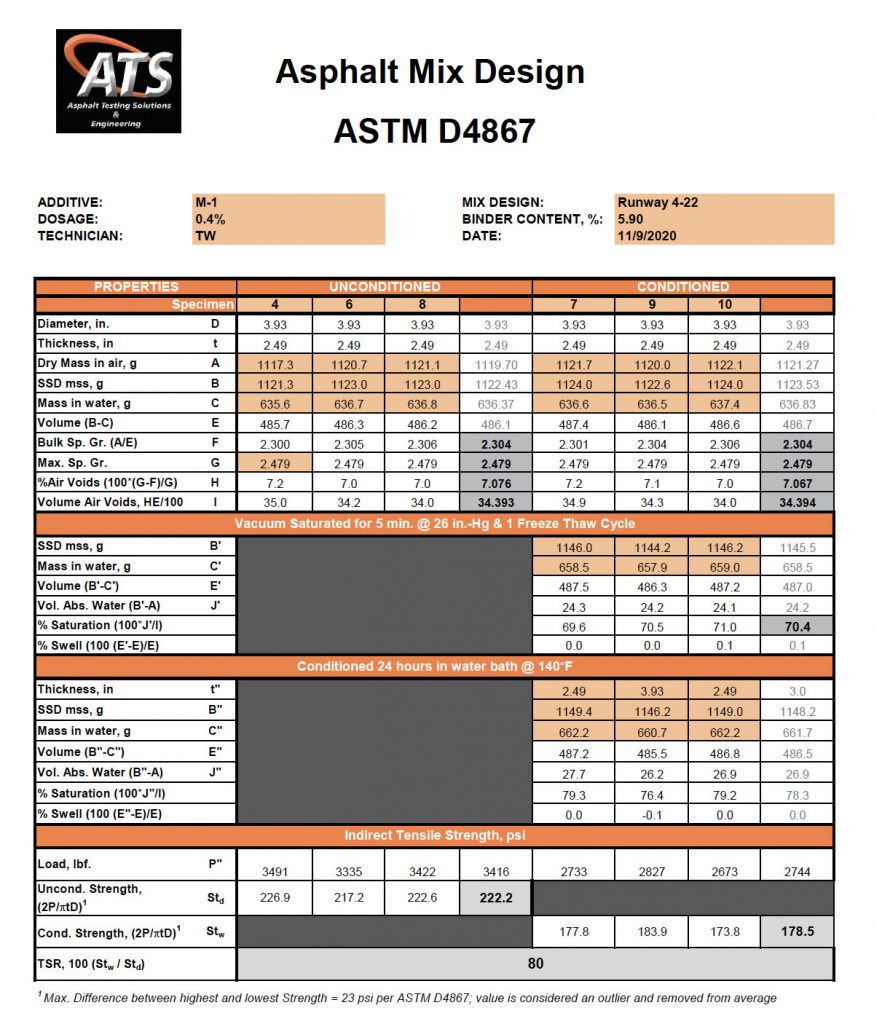
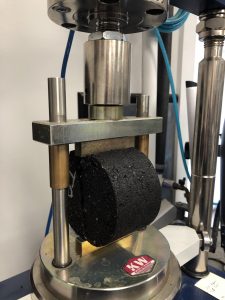
TSR Testing 
TSR Testing 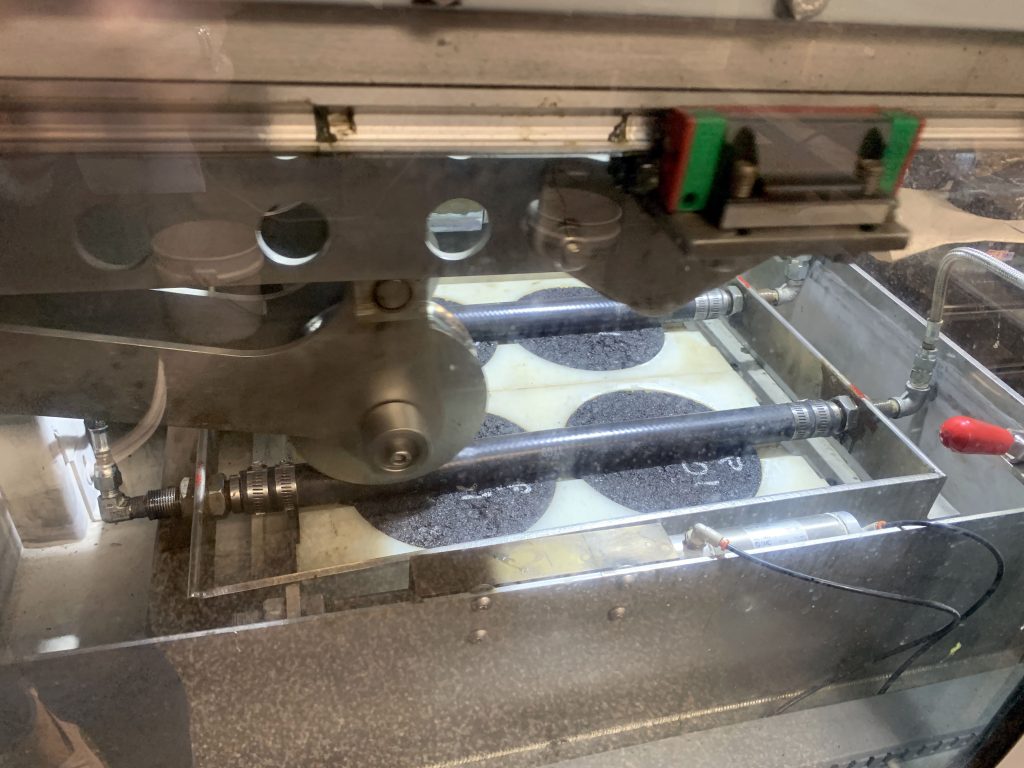
APA Testing 
APA Testing
Figure 2. Asphalt Pavement Analyzer (APA) Testing Data AASHTO T340

Once the mix was produced, quality control asphalt testing was required for acceptance. The asphalt contractor, Duval Asphalt, paved a control strip according to Section 401-3.5, Control Strip, of the Specification. According to the asphalt specification, “full production shall not begin until an acceptable control strip has been constructed and accepted.” The control strip consisted of 250 tons, placed in two lanes at the same width and depth to be used in production with a longitudinal cold joint, using the same procedure to be used during production. For acceptance, the gradation, asphalt content and VMA must be within the limits outlined in Table 2. The mat density must be greater than or equal to 94.5%, the air voids must be 3.5% ± 1% and the joint density must be greater than or equal to 92.5%.

Unlike requirements on Florida DOT jobs, FAA jobs require coring on the longitudinal joints. (According to FDOT asphalt specifications coring must take place 12” from an unsupported edge of pavement. The way the random offsets are set up, coring will always be at least 12” from a longitudinal joint as well.) The joint construction is very important to the durability of the pavement. If the joint begins to deteriorate, raveling or cracked asphalt will tend to appear more quickly. On a runway foreign object debris is a very big deal with planes landing at high speeds. A small defect or debris could be disastrous to a plane.
Table 2. Control Chart Limits for Individual Measurements
| Sieve | Action Limit | Suspension Limit |
| 3/4 inch (19.0mm) | ± 6% | ± 9% |
| 1/2 inch (12.5mm) | ± 6% | ± 9% |
| 3/8 inch (9.5mm) | ± 6% | ± 9% |
| No. 4 (4.75mm) | ± 6% | ± 9% |
| No. 16 (1.18mm) | ± 5% | ± 7.5% |
| No. 50 (300µm) | ± 3% | ± 4.5% |
| No. 200 (75µm) | ± 2% | ± 3% |
| Asphalt Content | ± 0.45% | ± 0.70% |
| Minimum VMA | – 0.5% | – 1% |

After the Duval Asphalt crew placed the control strip, ATS technicians prepared for their asphalt quality control responsibilities which included coring the area to send samples back to the lab for density testing. Since the asphalt core samples passed the acceptance requirements, the percent within limits (PWL) for joint density acceptance dropped from 92.5% to 90%.
In regard to the project scope, the asphalt contractor milled 2” on the existing runway and replaced it with 2” of P-401 mix. The crew milled 4” in the reconstruction area at the north end of the job and replaced it with two lifts of P-401 mix, each 2” thick. A total of 6470 tons of P-401 mix was placed over six days. The crew used a material transfer vehicle (MTV or Shuttle Buggy) to keep the paving process continuously moving, to prevent segregation and to keep the mix homogenous. “An MTV is required for runway and taxiway construction on pavements designed for aircraft weighing 100,000lbs (45,360kg) or more,” according to Section 401-4.4.1, Material transfer vehicle (MTV), of the Specification.

Two 12-ton oscillating rollers and 8-ton finish roller were used to compact the mix. ATS technicians worked closely with the roller operators to ensure smoothness and proper density was achieved. After completing the asphalt core testing procedure, the asphalt laboratory technicians confirmed an average of 94.91% mat density and 92.07% joint density.
Pilots taking off and landing at Fernandina Beach Municipal Airport now have nice, new, smooth pavement under their wheels!