Background:
On a basic level, asphalt mixture consists of aggregate and asphalt binder, in which the asphalt binder is the most expensive component of the mix. Therefore, finding innovative ways to drive down costs is always an initiative for the asphalt producers. Using recycled asphalt pavement (RAP) is one way to help drive down costs, but too much RAP can make the asphalt mixture stiff and brittle, which in turn will result in poor performance of the pavement. Using the balanced mix design concept of creating a design that balances and optimizes the cracking and rutting performance of an asphalt mixture is one way to allow an asphalt producer to find innovative ways to add more RAP while maintaining performance. During design, if the performance test results are low, a typical fix would be to decrease the RAP content or increase the asphalt binder content; the latter being more expensive. An innovative alternative is to add a rejuvenator to the asphalt mixture that reactivates the RAP binder and enhances the overall performance.
Blacklidge Emulsions looked at volumetrics and performance of plant produced mixtures with increasing RAP content and its rejuvenating product, ReGen®. ReGen® was developed to restore reclaimed asphalt binder to a highly durable and age-resistant state allowing the use of more RAP in road construction projects while improving pavement performance.
Project Scope:
Three mixtures were produced at Duval Asphalt’s Philips Highway asphalt plant with components outlined in Table 1. Each mixture used a PG 52-28 asphalt binder with 35%, 45% and 60% RAP. The 35% RAP mixture was used as the control and did not contain ReGen® whereas the 45% and 60% RAP mixtures were properly dosed with ReGen® based on Blacklidge’s recommendation.
Table 1 – Mix Design Components
| Sample | Description | FDOT Source |
| RAP | Crushed RAP | Philips Highway |
| #78 Stone | Martin Marietta | GA178 |
| #89 Stone | Martin Marietta | GA178 |
| W-12 Screenings | Martin Marietta | GA178 |
| Sand | St. Mary’s Sand | Local Sand |
| Asphalt Binder | PG 52-28 | FDOT Approved |
| Rejuvenator | ReGen® | N/A |
ReGen® was introduced from a tote connected to the asphalt binder line and a custom in-line injection system. Duval Asphalt’s custom system ensured a thorough blending of the rejuvenator into the binder prior to introduction into the mixture.
Performance Testing Evaluation:
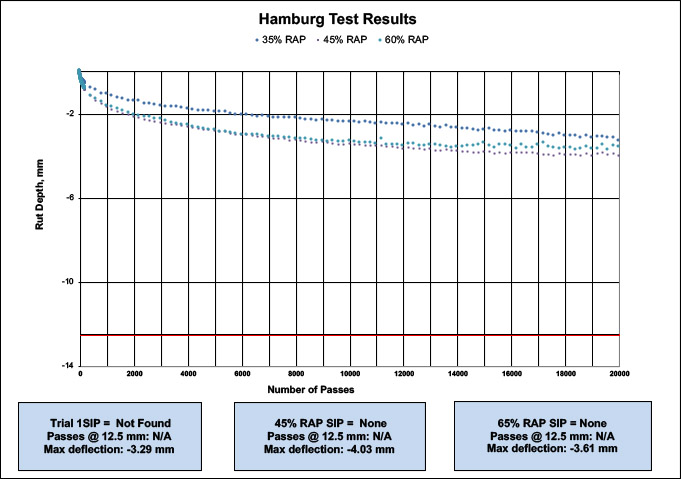
Rutting: The rutting for all mixtures per AASHTO T 324 was minimal and well below the industry standard maximum of 12.5mm (see Figure 1). None of the mixtures displayed signs of stripping through visual inspection or a stripping inflection point (SIP). The high RAP and ReGen® mixtures performed just as well as the 35% RAP control mixture.
Cracking: The Illinois Flexibility Test (I-FIT), AASHTO TP 124, for each mixture resulted in Flexibility Indexes (FI) above 4.00. Increasing the RAP content from 35% to 60% would normally result in lower FI due to the high recycled binder replacement and the stiffness of the binder. The addition of ReGen® to the 45% & 60% RAP mixtures resulted in comparable performance to the control mixture; for not only the FI, but also strength and fracture energy.
Figure 1 – Hamburg Wheel Tracking Test Deformation Plot
Durability: Each mixture was conditioned short-term oven aging (STOA) and long-term oven aging (LTOA) per AASHTO R 30 for Cantabro Testing . STOA of the plant produced mixture consisted of two hours at compaction temperature prior to compacting triplicate specimens. The target air void content was 7.0 ± 0.5% for in lieu of 4.0% as prescribed by AASHTO TP 108. Using the higher air void content is more representative of a new pavement, giving an indication of the durability of the mixture in the beginning of its life.
For LTOA, compacted specimens were placed in an 85oC force-draft oven for five days . These specimens were also compacted to 7.0 ± 0.5% air voids for comparison purposes. There was no statistical difference between the three mixtures and in terms of mass loss for both the STOA and LTOA specimens.
The average mass loss of each mixture, even after LTOA, was under 10% with the exception of the 45% RAP mixture, which was 10.9%. The maximum mass loss for a dense graded mixture is typically around 10.0% with specimens compacted to 4.0% air voids. Since these specimens were compacted at 7.0 ± 0.5% air voids, they would be expected to have a slightly higher mass loss result.
Conclusion: Overall, the higher RAP mixtures (45% & 60% RAP with ReGen®) showed little to no difference in performance compared to the 35% RAP control mixture in terms of Hamburg Wheel Tracking, Illinois Flexibility Test and Cantabro Durability Test. All mixtures performed well; showing that the addition of ReGen® is an innovative way of increasing the mixture RAP content, creating a cost-effective solution to an expensive product, while maintaining performance.